



La tecnologia de tall amb fil de diamant també es coneix com a tecnologia de tall abrasiu de consolidació. Consisteix en l'ús del mètode de galvanoplàstia o unió de resina d'un abrasiu de diamant consolidat a la superfície del fil d'acer. El fil de diamant actua directament sobre la superfície d'una vareta de silici o un lingot de silici per produir un esmolat i aconseguir l'efecte de tall. El tall amb fil de diamant té les característiques d'una velocitat de tall ràpida, una alta precisió de tall i una baixa pèrdua de material.
Actualment, el mercat de monocristalls per al tall de les oblies de silici monocristal·lines amb fil de diamant ha estat plenament acceptat, però també s'ha trobat en el procés de promoció un problema més comú entre els quals el blanc vellutat és el blanc vellutat. Tenint en compte això, aquest article se centra en com prevenir el problema del tall de les oblies de silici monocristal·lines amb fil de diamant.
El procés de neteja de l'oblia de silici monocristal·lí per tallar amb fil de diamant consisteix a treure l'oblia de silici tallada per la màquina-eina de serra de filferro de la placa de resina, treure la tira de goma i netejar l'oblia de silici. L'equip de neteja és principalment una màquina de pre-neteja (desgomadora) i una màquina de neteja. El procés principal de neteja de la màquina de pre-neteja és: alimentació-polvoreig-polvoreig-neteja per ultrasons-desgomadora-esbandida amb aigua neta-subalimentació. El procés principal de neteja de la màquina de neteja és: alimentació-esbandida amb aigua pura-esbandida amb aigua pura-rentat alcalin-rentat alcalin-esbandida amb aigua pura-esbandida amb aigua pura-pre-deshidratació (aixecament lent)-assecat-alimentació.
El principi de la fabricació de vellut monocristall
L'oblea de silici monocristal·lí és característica de la corrosió anisotròpica de l'oblea de silici monocristal·lí. El principi de reacció és la següent equació de reacció química:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
En essència, el procés de formació de camussa és: una solució de NaOH per a diferents taxes de corrosió de diferents superfícies de cristall, (100) velocitat de corrosió superficial que (111), de manera que (100) a la oblia de silici monocristal·lí després de la corrosió anisotròpica, finalment es forma a la superfície per a un con de quatre costats (111), és a dir, una estructura "piramidal" (com es mostra a la figura 1). Després de formar l'estructura, quan la llum incideix sobre el pendent de la piràmide en un cert angle, la llum es reflectirà cap al pendent en un altre angle, formant una absorció secundària o més, reduint així la reflectivitat a la superfície de l'oblia de silici, és a dir, l'efecte de trampa de llum (vegeu la Figura 2). Com millor sigui la mida i la uniformitat de l'estructura "piramidal", més evident serà l'efecte de trampa i menor serà l'emissió superficial de l'oblia de silici.
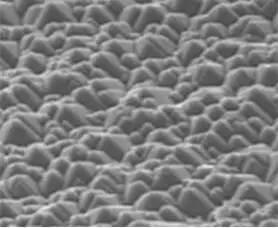
Figura 1: Micromorfologia d'una oblia de silici monocristal·lí després de la producció d'àlcali
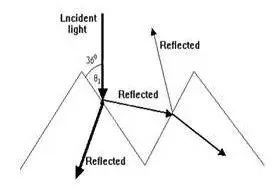
Figura 2: El principi de la trampa de llum de l'estructura "piramidal"
Anàlisi del blanquejament de monocristalls
Mitjançant un microscopi electrònic d'escombratge a la oblia de silici blanca, es va descobrir que la microestructura piramidal de l'oblia blanca a la zona bàsicament no estava formada, i la superfície semblava tenir una capa de residu "cerós", mentre que l'estructura piramidal de la camussa a la zona blanca de la mateixa oblia de silici estava millor formada (vegeu la Figura 3). Si hi ha residus a la superfície de l'oblia de silici monocristal·lí, la superfície tindrà una mida d'estructura "piramidal" d'àrea residual i la generació d'uniformitat i l'efecte de la zona normal serà insuficient, donant lloc a una reflectivitat superficial de vellut residual més alta que la zona normal, la zona amb alta reflectivitat en comparació amb la zona normal es reflecteix visualment com a blanca. Com es pot veure a partir de la forma de distribució de la zona blanca, no és regular o de forma regular en una àrea gran, sinó només en zones locals. Hauria de ser que els contaminants locals a la superfície de l'oblia de silici no s'han netejat, o que la situació de la superfície de l'oblia de silici sigui causada per contaminació secundària.
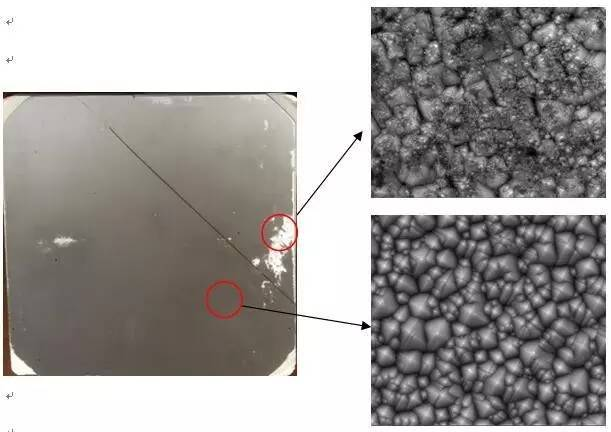
Figura 3: Comparació de les diferències regionals de microestructura en oblies de silici blanc vellutat
La superfície de l'oblia de silici de tall amb fil de diamant és més llisa i el dany és menor (com es mostra a la Figura 4). En comparació amb l'oblia de silici de morter, la velocitat de reacció de la superfície de l'oblia de silici de tall amb àlcali i fil de diamant és més lenta que la de l'oblia de silici monocristal·lí de tall amb morter, de manera que la influència dels residus superficials sobre l'efecte vellutat és més evident.
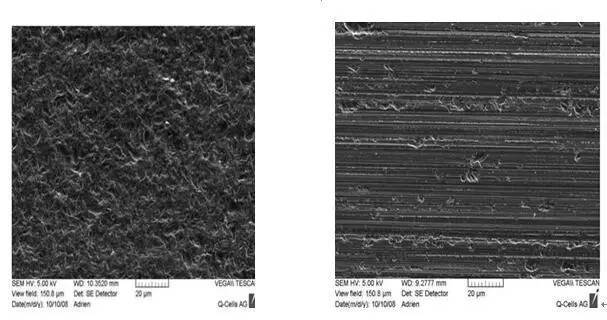
Figura 4: (A) Micrografia superficial d'una oblia de silici tallada amb morter (B) Micrografia superficial d'una oblia de silici tallada amb fil de diamant
La principal font residual de superfície de l'oblea de silici tallada amb filferro de diamant
(1) Refrigerant: els components principals del refrigerant de tall de fil de diamant són tensioactius, dispersants, antiespumants i aigua i altres components. El líquid de tall amb un rendiment excel·lent té una bona suspensió, dispersió i una fàcil capacitat de neteja. Els tensioactius solen tenir millors propietats hidròfiles, cosa que facilita la neteja en el procés de neteja de les oblies de silici. L'agitació i la circulació contínues d'aquests additius a l'aigua produiran una gran quantitat d'escuma, cosa que provocarà una disminució del flux de refrigerant, afectant el rendiment de refrigeració i provocant greus problemes d'escuma i fins i tot de desbordament d'escuma, cosa que afectarà seriosament l'ús. Per tant, el refrigerant s'utilitza normalment amb l'agent antiespumant. Per tal de garantir el rendiment antiespumant, la silicona i el polièter tradicionals solen ser poc hidròfils. El dissolvent de l'aigua és molt fàcil d'adsorbir i roman a la superfície de l'oblea de silici durant la neteja posterior, cosa que provoca el problema de les taques blanques. I no és ben compatible amb els components principals del refrigerant, per tant, s'ha de fer en dos components, els components principals i els agents antiespumants s'han afegit a l'aigua, durant el procés d'ús, segons la situació de l'escuma, no es pot controlar quantitativament l'ús i la dosificació dels agents antiespumants, pot permetre fàcilment una sobredosi d'agents antiespumants, cosa que provoca un augment dels residus superficials de la oblia de silici, també és més inconvenient d'operar, però, a causa del baix preu de les matèries primeres i les matèries primeres de l'agent antiespumant, per tant, la majoria dels refrigerants domèstics utilitzen aquest sistema de fórmula; altres refrigerants utilitzen un nou agent antiespumant, pot ser ben compatible amb els components principals, sense addicions, pot controlar la seva quantitat de manera efectiva i quantitativa, pot prevenir eficaçment l'ús excessiu, els exercicis també són molt convenients de fer, amb el procés de neteja adequat, els seus residus es poden controlar a nivells molt baixos, al Japó i alguns fabricants nacionals adopten aquest sistema de fórmula, però, a causa del seu alt cost de la matèria primera, el seu avantatge de preu no és evident.
(2) Versió amb cola i resina: en la fase posterior del procés de tall amb fil de diamant, l'oblia de silici propera a l'extrem d'entrada s'ha tallat prèviament, l'oblia de silici de l'extrem de sortida encara no s'ha tallat, el fil de diamant tallat inicialment ha començat a tallar la capa de goma i la placa de resina, com que la cola de la vareta de silici i la placa de resina són productes de resina epoxi, el seu punt de reblaniment es troba bàsicament entre 55 i 95 ℃, si el punt de reblaniment de la capa de goma o la placa de resina és baix, es pot escalfar fàcilment durant el procés de tall i fer que s'estovi i es fongui, unit al fil d'acer i a la superfície de l'oblia de silici, fa que la capacitat de tall de la línia de diamant disminueixi, o les oblies de silici es reben i es taquen amb resina, un cop unides, és molt difícil de rentar, aquesta contaminació es produeix principalment a prop de la vora de l'oblia de silici.
(3) pols de silici: en el procés de tall amb fil de diamant es produirà molta pols de silici. Amb el tall, el contingut de pols de refrigerant del morter serà cada cop més alt. Quan la pols sigui prou gran, s'adherirà a la superfície de silici. El tall amb fil de diamant de la mida i la mida de la pols de silici farà que s'adsorbeixi més fàcilment a la superfície de silici, cosa que dificultarà la neteja. Per tant, cal assegurar-se l'actualització i la qualitat del refrigerant i reduir el contingut de pols en el refrigerant.
(4) agent de neteja: l'ús actual dels fabricants de tall amb fil de diamant utilitza principalment morter de tall al mateix temps, principalment utilitzen pre-rentat de tall amb morter, procés de neteja i agent de neteja, etc., tecnologia de tall amb fil de diamant únic des del mecanisme de tall, formant un conjunt complet de línia, refrigerant i morter de tall tenen una gran diferència, de manera que el procés de neteja corresponent, la dosi de l'agent de neteja, la fórmula, etc., s'han de fer per al tall amb fil de diamant. L'agent de neteja és un aspecte important, la fórmula original de l'agent de neteja tensioactiu, l'alcalinitat no és adequada per a la neteja de l'oblea de silici de tall amb fil de diamant, ha de ser per a la superfície de l'oblea de silici de fil de diamant, la composició i els residus superficials de l'agent de neteja específic, i prendre amb el procés de neteja. Com s'ha esmentat anteriorment, la composició de l'agent antiespumant no és necessària en el tall amb morter.
(5) Aigua: l'aigua de sobreeiximent durant el tall amb fil de diamant, el pre-rentat i la neteja conté impureses que es poden adsorbir a la superfície de la oblia de silici.
Suggeriments per reduir el problema de fer que els cabells de vellut semblin blancs
(1) Per utilitzar el refrigerant amb bona dispersió, cal utilitzar l'agent antiespumant de baix residu per reduir els residus dels components del refrigerant a la superfície de la oblia de silici;
(2) Utilitzeu cola i placa de resina adequades per reduir la contaminació de la oblia de silici;
(3) El refrigerant es dilueix amb aigua pura per garantir que no hi hagi impureses residuals fàcils a l'aigua utilitzada;
(4) Per a la superfície de l'oblea de silici tallada amb fil de diamant, utilitzeu un agent de neteja més adequat per a l'activitat i l'efecte de neteja;
(5) Utilitzeu el sistema de recuperació en línia de refrigerant de la línia de diamant per reduir el contingut de pols de silici en el procés de tall, per tal de controlar eficaçment els residus de pols de silici a la superfície de la oblia de silici. Al mateix temps, també pot augmentar la millora de la temperatura de l'aigua, el flux i el temps en el pre-rentat, per garantir que la pols de silici es renti a temps.
(6) Un cop col·locada la làmina de silici a la taula de neteja, s'ha de tractar immediatament i mantenir-la humida durant tot el procés de neteja.
(7) L'oblia de silici manté la superfície humida durant el procés de desgomat i no es pot assecar de manera natural. (8) En el procés de neteja de l'oblia de silici, es pot reduir al màxim el temps d'exposició a l'aire per evitar la producció de flors a la superfície de l'oblia de silici.
(9) El personal de neteja no ha de tenir contacte directe amb la superfície de la oblia de silici durant tot el procés de neteja i ha de portar guants de goma per evitar marques d'empremtes dactilars.
(10) A la referència [2], l'extrem de la bateria utilitza un procés de neteja amb peròxid d'hidrogen H2O2 + NaOH alcalí segons la proporció de volum d'1:26 (solució de NaOH al 3%), que pot reduir eficaçment l'aparició del problema. El seu principi és similar a la solució de neteja SC1 (coneguda comunament com a líquid 1) d'una oblia de silici semiconductora. El seu mecanisme principal: la pel·lícula d'oxidació a la superfície de l'oblia de silici es forma per l'oxidació de l'H2O2, que es corroeix amb el NaOH, i l'oxidació i la corrosió es produeixen repetidament. Per tant, les partícules adherides a la pols de silici, resina, metall, etc.) també cauen al líquid de neteja amb la capa de corrosió; a causa de l'oxidació de l'H2O2, la matèria orgànica a la superfície de l'oblia es descompon en CO2, H2O i s'elimina. Els fabricants d'oblies de silici l'han utilitzat per processar la neteja de l'oblia de silici monocristal·lí tallant amb fil de diamant, oblies de silici al mercat nacional i a Taiwan i altres fabricants de bateries que utilitzen per lots el blanc vellutat. També hi ha fabricants de bateries que han utilitzat un procés similar de neteja prèvia del vellut, que també controla eficaçment l'aspecte del blanc vellutat. Es pot veure que aquest procés de neteja s'afegeix al procés de neteja de les oblies de silici per eliminar els residus de les oblies de silici i així resoldre eficaçment el problema dels cabells blancs a l'extrem de la bateria.
conclusió
Actualment, el tall amb fil de diamant s'ha convertit en la principal tecnologia de processament en el camp del tall de monocristalls, però en el procés de promoció del problema de la fabricació de vellut blanc ha estat preocupant els fabricants de bateries i oblies de silici, cosa que ha portat els fabricants de bateries a tallar amb fil de diamant les oblies de silici amb certa resistència. Mitjançant l'anàlisi comparativa de la zona blanca, es pot observar que això és causat principalment pels residus a la superfície de l'oblia de silici. Per tal de prevenir millor el problema de l'oblia de silici a la cel·la, aquest article analitza les possibles fonts de contaminació superficial de l'oblia de silici, així com els suggeriments i mesures de millora en la producció. Segons el nombre, la regió i la forma de les taques blanques, es poden analitzar i millorar les causes. Es recomana especialment utilitzar el procés de neteja amb peròxid d'hidrogen + àlcali. L'experiència reeixida ha demostrat que pot prevenir eficaçment el problema del tall amb fil de diamant per a la fabricació de vellut blanc, com a referència per als experts i fabricants de la indústria en general.
Data de publicació: 30 de maig de 2024